




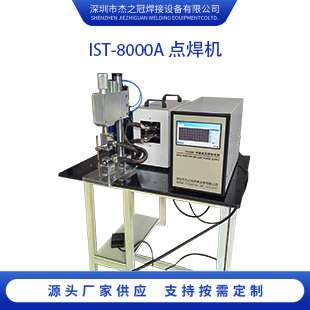

IST-8000A 点焊机
中频逆变直流电阻焊控制电源是由单相或三相交流电经整流电路成为脉动直流电,在经由功率开关器件组成的逆变电路变成中频方波接入变压器,降压后整流成脉动较小的直流电供给电极对工件进行焊接。逆变器通常采用电流反馈脉宽调制,获得稳定的恒电流输出。
在线订购产品详情
一、功能特点
中频逆变直流电阻焊控制电源是由单相或三相交流电经整流电路成为脉动直流电,在经由功率开关器件组成的逆变电路变成中频方波接入变压器,降压后整流成脉动较小的直流电供给电极对工件进行焊接。逆变器通常采用电流反馈脉宽调制,获得稳定的恒电流输出。
中频逆变点焊机性能优越,适合于高导热金属薄件以及精细工件的焊接。
二、逆变直流点焊机特点
1.感应负荷电压,以反馈方式控制定电流,实现高质量的焊接。
2.PRE HEAT、MAIN HEAT的通电方式,先预热后焊接,保证稳定的焊接质量。
3.保持能量密度的连续性,焊接时间短,降低母材的变形和变色。(焊接时间控制在微秒单位,连续输出的方式)。
4.容易从低电流转变为高电流,适合精密焊接。
5.可以设置电流的上下限,简单地判断焊接质量的良好与否,适用于焊接自动化仪器。
6.焊接电流随着通电时间而上升,保证焊接结果。
性能特点
中频焊机控制器,是一种以DSP芯片作为主控单元的点焊机同步控制器。该系列控制器主要功能特点如下:
32组焊接规范存储:焊接时可以进行更加灵活的选择和控制。
可设定预热电流,焊接电流和回火电流,有效地解决了焊接过程中产生的喷溅和焊接结束后工件的淬火问题。三个放电脉冲可单独或任意组合使用。
具有电流缓升/缓降功能:使用缓升/缓降功能可以避免焊接时产生喷溅,满足特殊材料焊接要求。
计数功能:具有计数功能,可以对焊接次数进行统计,使用此功能,可方便地了解工作效率。
具有单点/连续/缝焊焊接功能
节能:三相电源输入,整流逆变后中频1000Hz输出,工作频率高,变压器损耗小,节能效果明显。
安装使用方便:中频逆变焊机所使用的变压器相比工频的,体积大大减小,整体设备轻巧,安装使用方便。
故障诊断和自动保护功能:在工作过程中,控制器如检测到情况异常,会自动关闭输出并友情提示。
通讯及BCD码控制功能:可外接工控机、PLC等设备,实现远程控制自动化管理,提供工作效率。
可扩展性:采用德国博世技术通过本公司各种扩展模块组合可形成:
1:远程监控 2:实时数据反馈 3:可编程输入、输出
4:人机对话操作无线联接
控 制 功 能 | |
控制模式 | 一脚踏二气阀 |
功能选择 | 调整/焊接 |
规范存储数量 | 32组 |
时 间 控 制 | |
预压时间 | 0-9999 ms |
加压时间 | 0-9999 ms |
缓升时间 | 0-9999 ms |
焊接1时间 | 0-9999 ms |
冷却时间 | 0-9999 ms |
焊接2时间 | 0-9999 ms |
冷却时间 | 0-9999 ms |
焊接3时间 | 0-9999 ms |
缓降时间 | 0-9999 ms |
冷却时间 | 0-9999 ms |
保压时间 | 0-9999 ms |
休止时间 | 0-9999 ms |
热量控制 | |
热量1 | 0-999 |
热量2 | 0-999 |
热量3 | 0-999 |
焊接电流 | 0-400 |
焊接电压 | 预留 |
装配参数 | |
工作电压 | 3相4线制AC380V±10% 50Hz |
输出电压 | 单相PWM 输出 500V |
输出电流 | 更大短路电流10KA |
冷却方式 | 强制风冷 |
气阀电源 | 直流24V±10% 电流<150mA |
环境温度 | -10℃~55℃ |
相对湿度 | 80%以下 |
外壳尺寸 | 360mm ×230mm ×600mm |

上一篇:没有了
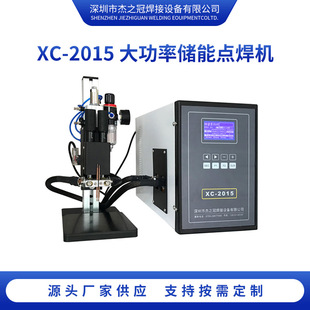
下一篇:XC-2015大功率储能点焊机